65 percent of electronics manufacturers are facing global shortages, especially for integrated circuits. Even older IC designs used in commercial applications like autos are being severely impacted by this shortage. OEMs need to be able to rapidly iterate on their New Product Introduction (NPI) process in order to verify that new design iterations that leverage the components that are available work as expected. By using historical performance data on existing models and components, an electronics OEM can simulate how a new product design and requirements would perform against historical data.
A prime requirement of having this kind of efficient NPI is having relevant data fused together into a single source of truth. When fusing this kind of critical data together, electronics manufacturers will need to integrate data from manufacturing, field, and rework cycles.
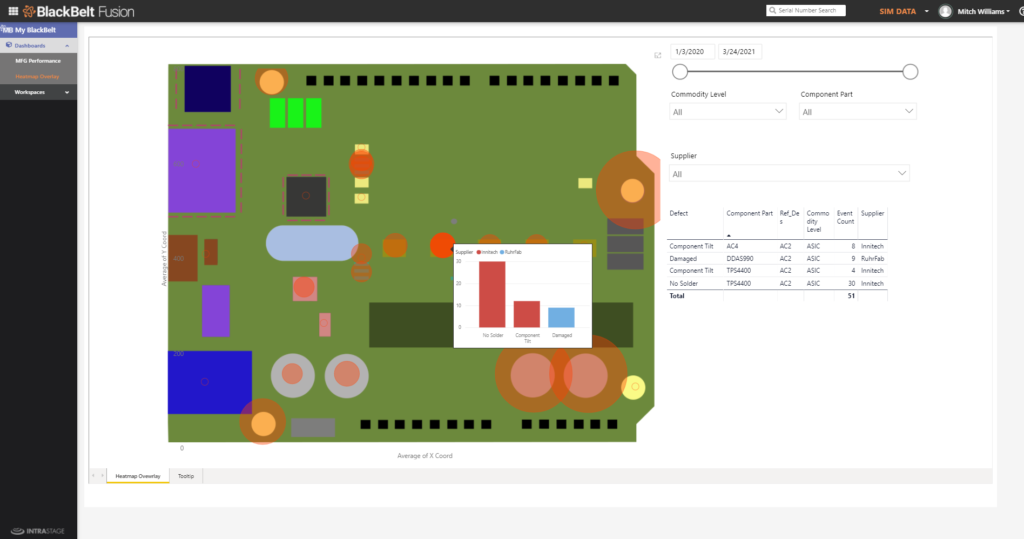
Insight into these failure and rework metrics from known components and suppliers can be applied to the new model design, giving NPI engineers visibility into how new designs using these components will perform both at the parametric level. With this insight, engineers can estimate yield, future production issues, and optimize the design of the new product.
Challenge
Solution
Benefits